

-
Categories
-
Pharmaceutical Intermediates
-
Active Pharmaceutical Ingredients
-
Food Additives
- Industrial Coatings
- Agrochemicals
- Dyes and Pigments
- Surfactant
- Flavors and Fragrances
- Chemical Reagents
- Catalyst and Auxiliary
- Natural Products
- Inorganic Chemistry
-
Organic Chemistry
-
Biochemical Engineering
- Analytical Chemistry
- Cosmetic Ingredient
-
Pharmaceutical Intermediates
Promotion
ECHEMI Mall
Wholesale
Weekly Price
Exhibition
News
-
Trade Service
Membrane technology is widely used in the petrochemical industry, and it is inseparable from oil extraction to catalyst production
.
Moreover, the petrochemical industry has a long process flow and a complex and changeable material system, which has diversified membrane performance and variety requirements
.
With the continuous improvement of industry transformation and upgrading and green development requirements, the performance requirements of membranes are also getting higher and higher, which has given birth to a batch of new membrane technologies with high flux, high selectivity, high stability and low cost
.
This is what the reporter learned at the China Membrane Industry Development Summit and the third "Mata Lake" Summit Forum held recently
.
Membrane reactor: To realize the integration of reaction and separation.
Membrane reactor is an innovative technology that couples reaction and membrane separation technology, including membrane bioreactor and membrane chemical reactor
.
In the petroleum and chemical industries, membrane reactors can be used for solid-liquid separation processes such as catalyst production, washing, filtration, recovery, oil slurry and residual oil purification, and intensified processes such as heavy oil atomization and hydrogenation reactions
.
"In the petrochemical industry, more than 90% of the industrial reaction processes rely on the use of catalysts
.
These catalysts are mostly solid catalysts .
" According to Xing Weihong, vice president of Nanjing University of Technology, the construction of membrane reactors can couple membrane separation technology and reaction.
, The micro-nano catalyst is intercepted during the reaction process, thereby realizing the integration of reaction separation, changing the batch reaction into a continuous reaction, thereby increasing the reaction yield
.
According to reports, membrane reactor technology has been applied in the production processes of cyclohexanone oxime, methyl ethyl ketoxime, hydroquinone, and p-aminophenol, which not only turns intermittent reactions into continuous reactions, but also produces significant energy-saving and emission-reduction effects.
.
Cyclohexanone ammoximation to produce cyclohexanone oxime is one of the core technologies of the new caprolactam clean production process independently developed by Sinopec
.
This process has the problem that it is difficult to separate the ultrafine catalyst TS-1 molecular sieve from the liquid phase product
.
"Coupling the ammoximation reaction with the membrane separation process has realized the continuous production of cyclohexanone oxime, successfully solved the above-mentioned problems, and also endowed the advantages of short reaction process, low investment, low cost, and low emissions of the'three wastes'
.
"Xing Weihong introduced
.
The conversion rate of the raw material cyclohexanone and the selectivity of the key intermediate product cyclohexanone oxime are both greater than 99.
5%, and all indexes of the final product caprolactam reach the international advanced level
.
At present, this process has been applied to the production equipment of Baling Petrochemical, Shijiazhuang Chemical Fiber and other enterprises
.
Membrane strengthening technology: Breaking through mass transfer restrictions and improving efficiency.
As one of membrane strengthening technologies, membrane dispersion technology has high mass transfer efficiency and good controllability, and is a potential application technology
.
Heterogeneous catalytic reactions are more common in petrochemical, biochemical and other fields
.
Existing reactors have mass transfer limitations during heterogeneous catalytic reactions
.
This is because the large scale and wide distribution of droplets or bubbles in the reactor affect the reaction efficiency
.
"In response to this problem, membrane dispersion technology can be introduced to use the micro-nano pores of the membrane to disperse liquid or gas materials to prepare a large number of micron-level droplets or bubbles to achieve rapid and efficient dispersion and mixing, increase the contact area between phases, and strengthen the mass transfer between phases.
"Xing Weihong said
.
The new technology of membrane jet emulsification and strengthening of heavy oil catalytic cracking and the new technology of membrane dispersion strengthening reaction are also new membrane strengthening technologies developed in recent years
.
Among them, the new membrane dispersion strengthening reaction process uses membrane separators coupled with slurry-bed reactors and fixed-bed reactors, and has been successfully applied to the hydrogenation of glycerol to 1,2-propanediol
.
The introduction of ceramic membrane separators in this reaction can prepare a large number of small and uniform bubbles, increase the contact area between phases, strengthen the mass transfer between phases, and effectively improve the reaction performance
.
Compared with the traditional feed, the use of ceramic membrane to disperse hydrogen feed can increase the glycerol conversion rate from 84.
9% to 97.
4% when only half of the hydrogen is consumed
.
Pervaporation membrane: The prospect of high recovery rate is promising.
Pervaporation membrane is an ideal separation membrane material and has good application prospects
.
Pervaporation membrane can be used for light hydrocarbon recovery, using a preferential alcohol permeation membrane
.
Taking the polypropylene production process as an example, the US MTR company adopts the process technology with "compression condensation + membrane separation" as the core to recover olefins and nitrogen.
In 1996, it built the first membrane polypropylene recovery unit.
Used in many polypropylene production processes
.
The propylene recovery rate of this technology can reach 90%~95%, the nitrogen recovery rate is 50%~70%, and the nitrogen purity exceeds 98%
.
Pervaporation membranes can also be used for the separation of aromatics/alkanes
.
Modern aromatics complexes usually use naphtha as raw materials, and the main products include p-xylene, o-xylene, toluene and benzene
.
The separation of aromatics and non-aromatics has always been a difficult issue in the petrochemical industry
.
At present, the aromatic extraction process is widely used
.
The process conditions are mild and the operation flexibility is large, but there are still the problems of high investment cost and complicated operation process
.
Membrane separation technology can be considered for small and medium separation equipment
.
In addition, the pervaporation membrane can be used for the recovery of VOCs during storage and transportation in the petrochemical industry, such as oil loading and unloading trucks, oil and gas storage tanks, gas stations, etc.
These processes will generate a large amount of VOCs, and if they are directly discharged, they will cause great pressure on the environment
.
The traditional recovery process includes adsorbent absorption and cryogenic absorption.
The recovery rate of gasoline and gas is over 97%, but there are also disadvantages such as difficulty in meeting the latest standards or secondary volatilization
.
Adopting the integrated process of pervaporation membrane not only can make the recovery rate of gasoline oil and gas exceed 99.
9%, but also has a small load and long replacement period of adsorbents, and it can also achieve real-time compliance of VOCs emissions
.
Gas-solid separation membrane: Realize small-scale industrial applications.
Gas-solid separation membrane can be used in high temperature/low temperature flue gas purification, catalyst flash drying process and other fields
.
In the catalyst production process, the catalyst is involved in flash evaporation and drying, and the bag filter is usually used to collect the catalyst
.
However, due to the small particle size and high density of the catalyst, the recovery rate is not high, and the dust bag often wears out, so it needs to be replaced every 3 to 5 months
.
The gas-solid separation membrane can replace the bag filter for the collection and recovery of catalyst products
.
After switching to the gas-solid separation membrane process, the catalyst recovery rate is greater than 99.
99%
.
At present, small-scale industrial applications have been realized
.
.
Moreover, the petrochemical industry has a long process flow and a complex and changeable material system, which has diversified membrane performance and variety requirements
.
With the continuous improvement of industry transformation and upgrading and green development requirements, the performance requirements of membranes are also getting higher and higher, which has given birth to a batch of new membrane technologies with high flux, high selectivity, high stability and low cost
.
This is what the reporter learned at the China Membrane Industry Development Summit and the third "Mata Lake" Summit Forum held recently
.
Membrane reactor: To realize the integration of reaction and separation.
Membrane reactor is an innovative technology that couples reaction and membrane separation technology, including membrane bioreactor and membrane chemical reactor
.
In the petroleum and chemical industries, membrane reactors can be used for solid-liquid separation processes such as catalyst production, washing, filtration, recovery, oil slurry and residual oil purification, and intensified processes such as heavy oil atomization and hydrogenation reactions
.
"In the petrochemical industry, more than 90% of the industrial reaction processes rely on the use of catalysts
.
These catalysts are mostly solid catalysts .
" According to Xing Weihong, vice president of Nanjing University of Technology, the construction of membrane reactors can couple membrane separation technology and reaction.
, The micro-nano catalyst is intercepted during the reaction process, thereby realizing the integration of reaction separation, changing the batch reaction into a continuous reaction, thereby increasing the reaction yield
.
According to reports, membrane reactor technology has been applied in the production processes of cyclohexanone oxime, methyl ethyl ketoxime, hydroquinone, and p-aminophenol, which not only turns intermittent reactions into continuous reactions, but also produces significant energy-saving and emission-reduction effects.
.
Cyclohexanone ammoximation to produce cyclohexanone oxime is one of the core technologies of the new caprolactam clean production process independently developed by Sinopec
.
This process has the problem that it is difficult to separate the ultrafine catalyst TS-1 molecular sieve from the liquid phase product
.
"Coupling the ammoximation reaction with the membrane separation process has realized the continuous production of cyclohexanone oxime, successfully solved the above-mentioned problems, and also endowed the advantages of short reaction process, low investment, low cost, and low emissions of the'three wastes'
.
"Xing Weihong introduced
.
The conversion rate of the raw material cyclohexanone and the selectivity of the key intermediate product cyclohexanone oxime are both greater than 99.
5%, and all indexes of the final product caprolactam reach the international advanced level
.
At present, this process has been applied to the production equipment of Baling Petrochemical, Shijiazhuang Chemical Fiber and other enterprises
.
Membrane strengthening technology: Breaking through mass transfer restrictions and improving efficiency.
As one of membrane strengthening technologies, membrane dispersion technology has high mass transfer efficiency and good controllability, and is a potential application technology
.
Heterogeneous catalytic reactions are more common in petrochemical, biochemical and other fields
.
Existing reactors have mass transfer limitations during heterogeneous catalytic reactions
.
This is because the large scale and wide distribution of droplets or bubbles in the reactor affect the reaction efficiency
.
"In response to this problem, membrane dispersion technology can be introduced to use the micro-nano pores of the membrane to disperse liquid or gas materials to prepare a large number of micron-level droplets or bubbles to achieve rapid and efficient dispersion and mixing, increase the contact area between phases, and strengthen the mass transfer between phases.
"Xing Weihong said
.
The new technology of membrane jet emulsification and strengthening of heavy oil catalytic cracking and the new technology of membrane dispersion strengthening reaction are also new membrane strengthening technologies developed in recent years
.
Among them, the new membrane dispersion strengthening reaction process uses membrane separators coupled with slurry-bed reactors and fixed-bed reactors, and has been successfully applied to the hydrogenation of glycerol to 1,2-propanediol
.
The introduction of ceramic membrane separators in this reaction can prepare a large number of small and uniform bubbles, increase the contact area between phases, strengthen the mass transfer between phases, and effectively improve the reaction performance
.
Compared with the traditional feed, the use of ceramic membrane to disperse hydrogen feed can increase the glycerol conversion rate from 84.
9% to 97.
4% when only half of the hydrogen is consumed
.
Pervaporation membrane: The prospect of high recovery rate is promising.
Pervaporation membrane is an ideal separation membrane material and has good application prospects
.
Pervaporation membrane can be used for light hydrocarbon recovery, using a preferential alcohol permeation membrane
.
Taking the polypropylene production process as an example, the US MTR company adopts the process technology with "compression condensation + membrane separation" as the core to recover olefins and nitrogen.
In 1996, it built the first membrane polypropylene recovery unit.
Used in many polypropylene production processes
.
The propylene recovery rate of this technology can reach 90%~95%, the nitrogen recovery rate is 50%~70%, and the nitrogen purity exceeds 98%
.
Pervaporation membranes can also be used for the separation of aromatics/alkanes
.
Modern aromatics complexes usually use naphtha as raw materials, and the main products include p-xylene, o-xylene, toluene and benzene
.
The separation of aromatics and non-aromatics has always been a difficult issue in the petrochemical industry
.
At present, the aromatic extraction process is widely used
.
The process conditions are mild and the operation flexibility is large, but there are still the problems of high investment cost and complicated operation process
.
Membrane separation technology can be considered for small and medium separation equipment
.
In addition, the pervaporation membrane can be used for the recovery of VOCs during storage and transportation in the petrochemical industry, such as oil loading and unloading trucks, oil and gas storage tanks, gas stations, etc.
These processes will generate a large amount of VOCs, and if they are directly discharged, they will cause great pressure on the environment
.
The traditional recovery process includes adsorbent absorption and cryogenic absorption.
The recovery rate of gasoline and gas is over 97%, but there are also disadvantages such as difficulty in meeting the latest standards or secondary volatilization
.
Adopting the integrated process of pervaporation membrane not only can make the recovery rate of gasoline oil and gas exceed 99.
9%, but also has a small load and long replacement period of adsorbents, and it can also achieve real-time compliance of VOCs emissions
.
Gas-solid separation membrane: Realize small-scale industrial applications.
Gas-solid separation membrane can be used in high temperature/low temperature flue gas purification, catalyst flash drying process and other fields
.
In the catalyst production process, the catalyst is involved in flash evaporation and drying, and the bag filter is usually used to collect the catalyst
.
However, due to the small particle size and high density of the catalyst, the recovery rate is not high, and the dust bag often wears out, so it needs to be replaced every 3 to 5 months
.
The gas-solid separation membrane can replace the bag filter for the collection and recovery of catalyst products
.
After switching to the gas-solid separation membrane process, the catalyst recovery rate is greater than 99.
99%
.
At present, small-scale industrial applications have been realized
.
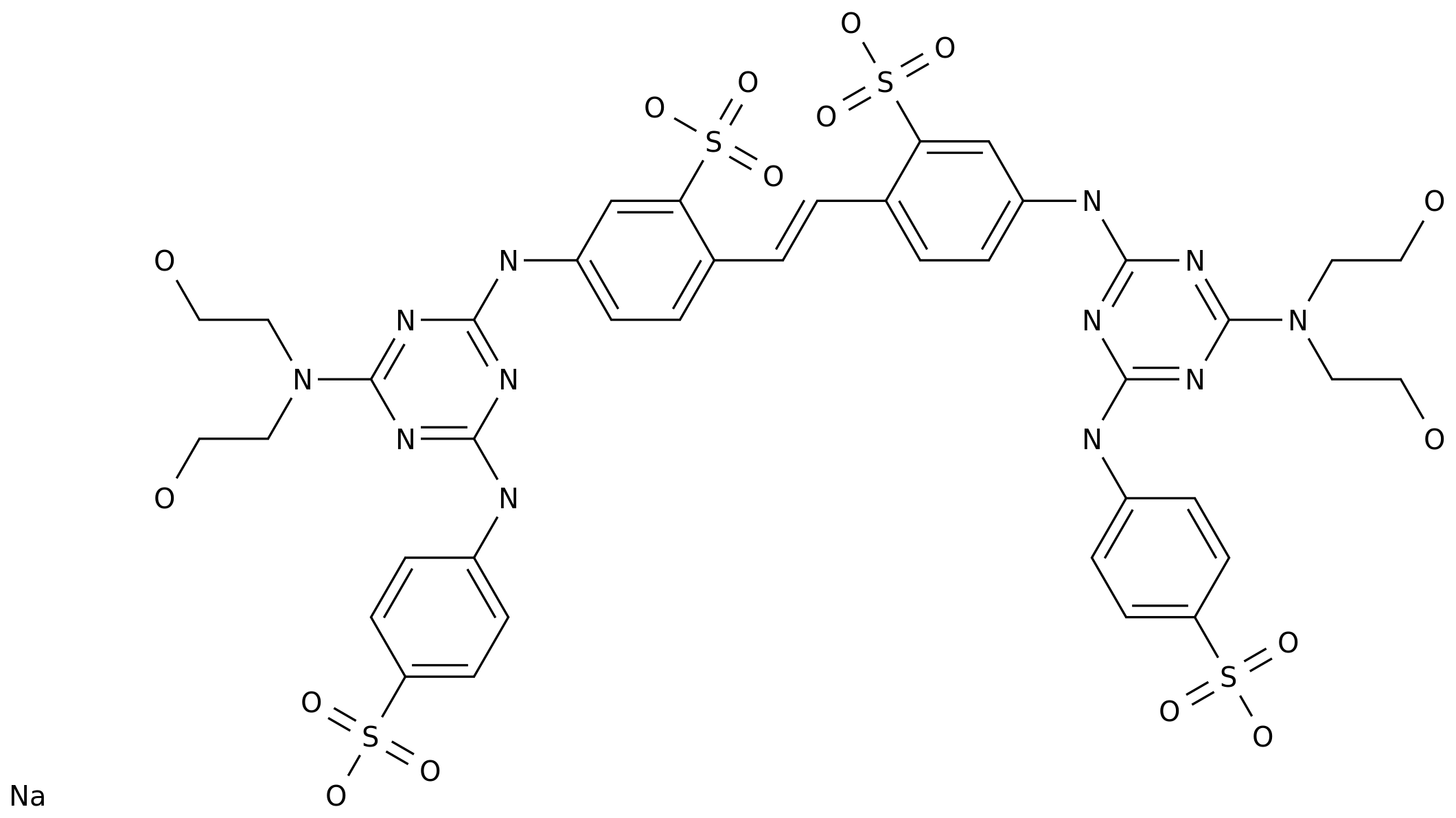
![disodium 4,4'-bis[[4-anilino-6-[(2-carbamoylethyl)(2-hydroxyethyl)amino]-1,3,5,-triazin-2-yl]amino]stilbene-2,2'-disulphonate CAS NO 27344-06-5](https://file.echemi.com/fileManage/upload/cas/77/e1abc71f-648d-403c-93fe-69b5c9401d56.gif)
